
Според директивата RoHS на ЕУ (Директивен акт на Европскиот парламент и Советот на Европската унија за ограничување на употребата на одредени опасни материи во електрична и електронска опрема), Директивата бара забраната на пазарот на ЕУ за продажба на електронски и електрична опрема која содржи шест опасни материи како што е олово како процес без олово „зелено производство“ кој стана неповратен развојен тренд од 1 јули 2006 година.
Поминаа повеќе од две години откако процесот без олово започна од подготвителната фаза.Многу производители на електронски производи во Кина имаат акумулирано многу драгоцено искуство во активната транзиција од лемење без олово до лемење без олово.Сега, кога процесот без олово станува сè позрел, фокусот на работата на повеќето производители се промени од едноставно да можат да го имплементираат производството без олово до како сеопфатно да се подобри нивото на лемење без олово од различни аспекти, како што е опремата , материјали, квалитет, процес и потрошувачка на енергија..
Процесот на повторно лемење без олово е најважниот процес на лемење во сегашната технологија за површинско монтирање.Широко се користи во многу индустрии, вклучувајќи мобилни телефони, компјутери, автомобилска електроника, контролни кола и комуникации.Се повеќе и повеќе електронски оригинални уреди се претвораат од преку дупка во површинска монтажа, а повторното лемење го заменува лемењето со бранови во значителен опсег е очигледен тренд во индустријата за лемење.
Значи, каква улога ќе има опремата за повторно лемење со проток во сè позрелиот SMT процес без олово?Ајде да го погледнеме од перспектива на целата линија за површинско монтирање на SMT:
Целата линија за површинско монтирање на SMT генерално се состои од три дела: печатач на екран, машина за поставување и рерна за преточување.За машините за поставување, во споредба со безоловните, нема ново барање за самата опрема;За машината за печатење на екран, поради малата разлика во физичките својства на безоловната и оловната паста за лемење, се поставуваат одредени барања за подобрување на самата опрема, но нема квалитативна промена;Предизвикот на безоловниот притисок е токму на рерната за преточување.
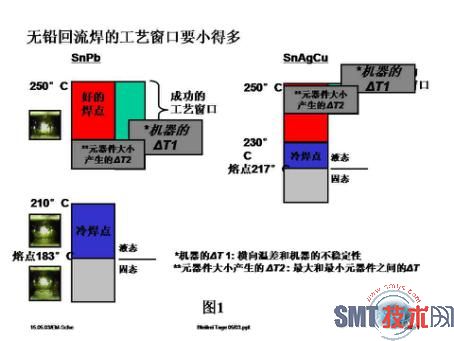
Како што сите знаете, точката на топење на оловната паста за лемење (Sn63Pb37) е 183 степени.Ако сакате да формирате добар спој за лемење, мора да имате 0,5-3,5um дебелина на меѓуметални соединенија за време на лемењето.Температурата на формирање на меѓуметални соединенија е 10-15 степени над точката на топење, што е 195-200 за лемење со олово.степен.Максималната температура на оригиналните електронски компоненти на плочката е генерално 240 степени.Затоа, за лемење со олово, идеалниот прозорец за процесот на лемење е 195-240 степени.
Лемењето без олово донесе големи промени во процесот на лемење бидејќи точката на топење на безоловната паста за лемење се промени.Во моментов најчесто користената паста за лемење без олово е Sn96Ag0.5Cu3.5 со точка на топење од 217-221 степени.Доброто безоловно лемење мора да формира и меѓуметални соединенија со дебелина од 0,5-3,5um.Температурата на формирање на меѓуметални соединенија е исто така 10-15 степени над точката на топење, што е 230-235 степени за лемење без олово.Бидејќи максималната температура на електронските оригинални уреди за лемење без олово не се менува, идеалниот прозорец за процесот на лемење за безоловно лемење е 230-240 степени.
Драстичното намалување на процесниот прозорец донесе големи предизвици за гарантирање на квалитетот на заварувањето, а исто така донесе повисоки барања за стабилност и доверливост на опремата за лемење без олово.Поради латералната температурна разлика во самата опрема и разликата во топлинскиот капацитет на оригиналните електронски компоненти за време на процесот на загревање, опсегот на прозорецот на процесот на температура на лемење што може да се прилагоди во контролата на процесот на повторно лемење без олово станува многу мал. .Ова е вистинската тешкотија на повторното лемење без олово.Специфичната споредба на прозорецот на процесот на повторно лемење без олово и без олово е прикажана на слика 1.
Накратко, рерната за преточување игра витална улога во квалитетот на финалниот производ од перспектива на целиот процес без олово.Сепак, од перспектива на инвестирање во целата производна линија SMT, инвестицијата во безоловен печки за лемење често сочинува само 10-25% од инвестицијата во целата SMT линија.Ова е причината зошто многу производители на електроника веднаш ги заменија своите оригинални рерни за повторно полнење со поквалитетни рерни за преточување откако се префрлија на производство без олово.
Време на објавување: 10.08.2020